

Vous travaillez le métal tous les jours ? Alors, vous connaissez sûrement le soudage TIG. Mais avez-vous déjà utilisé la soudure au plasma ? Cette technique pousse le TIG encore plus loin. En fait, elle offre plus de puissance et de précision. Le plasma traverse une buse très fine. Cela crée un arc plus concentré. Résultat ? Vous soudez plus vite et plus profond.
Dans cet article, nous allons explorer ensemble cette méthode. D’abord, nous verrons comment fonctionne la soudure au plasma. Ensuite, nous découvrirons ses nombreux avantages. Par ailleurs, nous examinerons ses applications concrètes. Enfin, nous comprendrons pourquoi tant d’entreprises l’adoptent aujourd’hui. Vous apprendrez tout ce qu’il faut savoir pour démarrer. C’est parti !
Télécharger lire mon livre gratuit, en remplissant le formulaire de demande. Cliquez ici
Pour acheter et choisir votre poste à souder, vous pouvez aussi cliquer ici : https://le-meilleur-poste-a-souder.com/
1. Qu’est-ce que la Soudure au Plasma ?
Le Principe de Base du Soudage au Plasma

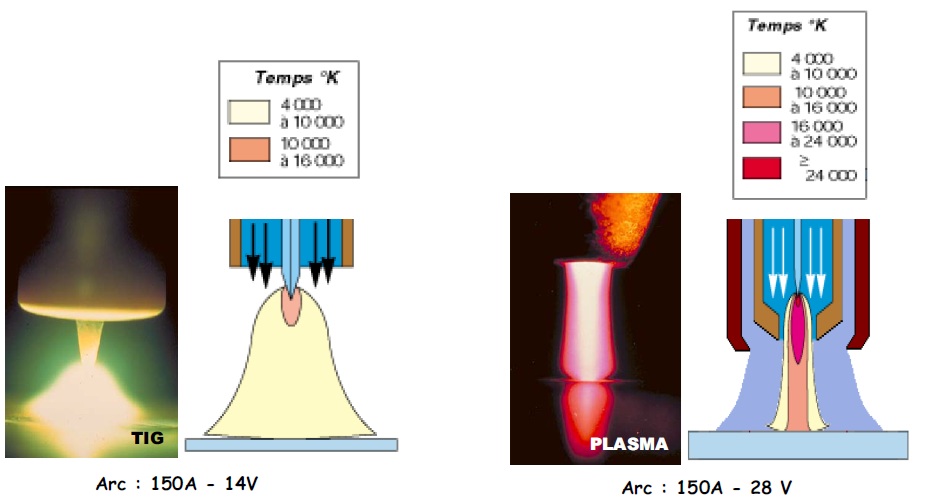
La soudure au plasma ressemble beaucoup au TIG. Cependant, elle est beaucoup plus puissante. Pourquoi ? Parce que le gaz traverse une buse refroidie. Cette buse réduit le diamètre du jet. Ainsi, l’énergie se concentre davantage. Le résultat est impressionnant. L’arc devient plus chaud et plus rapide.
Concrètement, voici comment ça marche. Une électrode en tungstène crée l’arc électrique. Celle-ci est placée dans une buse refroidie. Le gaz plasma circule autour d’elle. Ensuite, ce gaz est comprimé en sortant. De plus, un deuxième gaz protège la soudure. C’est généralement de l’argon. Donc, vous obtenez deux protections simultanées.
Les Différences avec le Soudage TIG Classique
Vous connaissez déjà le TIG ? Alors, la transition sera facile. Néanmoins, il existe des différences importantes. D’abord, la densité d’énergie est supérieure. Ensuite, la vitesse du gaz augmente considérablement. Par conséquent, vous pénétrez le métal plus profondément.
Le TIG fonctionne très bien pour les pièces fines. En revanche, la soudure au plasma excelle sur les épaisseurs moyennes. Elle soude jusqu’à 10 mm sans chanfrein. C’est donc un gain de temps énorme. De plus, la zone affectée thermiquement reste limitée. Vos pièces se déforment moins. C’est un vrai plus pour la qualité.
2. Comment Fonctionne la Soudure au Plasma en Détail
La Configuration de la Torche de Soudage au Plasma
Regardons maintenant la torche de plus près. Elle contient plusieurs éléments essentiels. Au centre, on trouve l’électrode en tungstène. Autour d’elle, la buse refroidie à l’eau. Cette buse est cruciale pour la soudure au plasma. Elle doit résister à des températures extrêmes.
Le gaz plasmagène entre par cette première buse. Il peut s’agir d’argon ou d’hydrogène. Ensuite, une seconde buse entoure la première. Celle-ci diffuse le gaz de protection. En général, c’est encore de l’argon. Ainsi, la soudure reste protégée de l’air. Vous évitez l’oxydation et les porosités.
Le Phénomène du Trou de Serrure (the Key Hole)
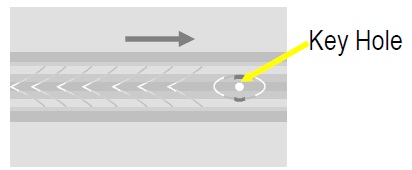
Parlons maintenant d’une technique spéciale. On l’appelle le soudage en trou de serrure. C’est une particularité de la soudure au plasma. Le jet de plasma traverse complètement la pièce. Il crée un petit trou qui avance avec la torche.
Comment ça fonctionne exactement ? Le plasma pénètre le métal fondu. Un trou se forme à l’avant du bain. Derrière, le métal se solidifie rapidement. C’est comme une machine à coudre le métal. Cette méthode permet de souder en une seule passe. Vous économisez beaucoup de temps sur les épaisseurs moyennes.
3. Les Métaux Compatibles avec la Soudure au Plasma
Aciers et Aciers Inoxydables
La soudure au plasma fonctionne parfaitement sur les aciers. Vous pouvez souder l’acier au carbone facilement. L’acier inoxydable donne également d’excellents résultats. Par exemple, le 316L est très utilisé. On le trouve dans l’industrie chimique et alimentaire.
L’épaisseur idéale se situe entre 3 et 10 mm. Sur cette plage, vous travaillez sans chanfrein. C’est donc plus rapide que le TIG. De plus, la qualité reste excellente. La pénétration est complète et régulière. Vos soudures sont étanches dès la première passe.
Aluminium et Métaux Légers
L’aluminium demande plus d’attention. Cependant, la soudure au plasma s’y adapte bien. Vous pouvez souder jusqu’à 5 mm d’épaisseur. Bien sûr, il faut une torche spéciale. Elle doit supporter le courant alternatif nécessaire.
Les alliages d’aluminium réagissent très bien. Notamment dans l’aéronautique et l’automobile. La vitesse de soudage reste élevée. Par ailleurs, la déformation est minimale. C’est important sur ces matériaux légers. Vos pièces gardent leur géométrie originale.
4. Les Avantages de la Soudure au Plasma
Gain de Productivité et Vitesse
Passons aux bénéfices concrets de cette technique. Le premier avantage ? La vitesse de travail. Vous soudez beaucoup plus vite qu’en TIG. On parle de 50 à 500 mm par minute. Bien sûr, ça dépend du matériau et de l’épaisseur.
Pourquoi cette rapidité ? Grâce à la concentration de l’arc. L’énergie se focalise sur une zone précise. De ce fait, le métal fond plus rapidement. En outre, la pénétration est meilleure. Vous faites moins de passes de remplissage. Par conséquent, votre productivité explose. C’est particulièrement vrai en production automatisée.
Qualité de Soudure Supérieure avec le Plasma
La qualité est un autre point fort. La soudure au plasma produit des joints très propres. D’abord, la zone affectée thermiquement est réduite. Ensuite, la pénétration est homogène sur toute la longueur. De plus, les déformations restent minimales.
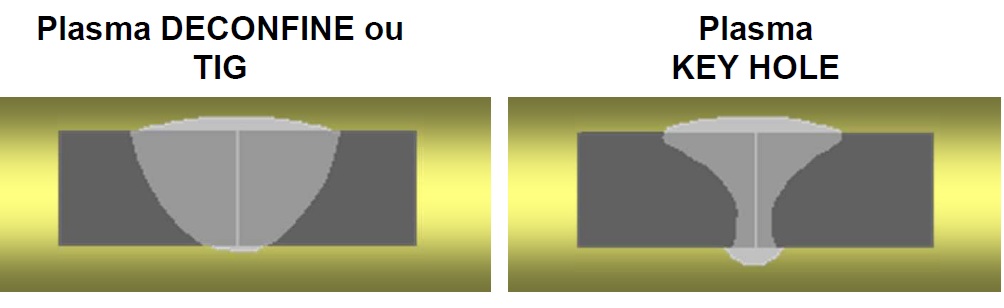
Regardons les détails techniques. La soudure en trou de serrure donne un profil particulier. Le bain ressemble à un sablier. En bas, il est très étroit. En haut, il s’élargit naturellement. Cette forme garantit une bonne solidification. Le refroidissement s’équilibre parfaitement. Vous obtenez donc des soudures sans défaut.
Économies sur la Préparation des Bords
Voici un avantage souvent négligé. Avec la soudure au plasma, vous avez moins de préparation sur les bords à souder. Entre 3 et 10 mm, un bord carré suffit. Pas besoin de chanfrein en V.
Pensez au temps gagné en préparation. Plus de meulage fastidieux. Plus de tracé complexe. Vous positionnez simplement vos pièces bout à bout. C’est beaucoup plus simple et rapide. De surcroît, vous économisez du métal d’apport. Et le volume à remplir est minimal.
Durée de Vie de l’Électrode
L’électrode en tungstène dure très longtemps. Pourquoi ? Grâce à l’arc pilote. Cet arc démarre avant de toucher la pièce. L’électrode ne s’use donc presque pas. C’est un avantage économique important.
En TIG classique, l’électrode peut toucher la pièce. Elle se contamine alors facilement. Avec la soudure au plasma, ce problème n’existe pas. L’électrode reste protégée dans sa buse. Vous la changez beaucoup moins souvent. Vos coûts consommables diminuent significativement.
5. Applications Industrielles de la Soudure au Plasma
Construction de Réservoirs et Tuyauterie

Regardons maintenant où cette technique brille vraiment. La fabrication de réservoirs en est un exemple parfait. Les soudures longitudinales se font très rapidement. De même pour les soudures circulaires. La soudure au plasma automatisée excelle.
Les normes de qualité sont strictes. Notamment pour les réservoirs sous pression. Or, cette méthode garantit l’étanchéité parfaite. La pénétration complète élimine les risques. De plus, la régularité est exceptionnelle. Chaque soudure est identique à la précédente.
Industrie Aéronautique et Spatiale avec le Microplasma

Le microplasma est une variante miniaturisée. Elle travaille avec des courants très faibles. Cette version de la soudure au plasma convient aux pièces délicates. On l’utilise beaucoup dans l’aéronautique et le spatial.
Les composants électroniques bénéficient aussi de cette précision. Les appareils médicaux également. La chaleur apportée reste très localisée. Ainsi, vous ne déformez pas les pièces fines. La qualité atteint des niveaux exceptionnels. C’est indispensable dans ces secteurs exigeants.
Secteur de l’Électroménager et Électronique

L’industrie électroménager adopte largement cette technologie. Pourquoi ?
- Parce qu’elle combine vitesse et précision,
- Pour souder les cuves de lave-linge en acier inoxydable,
- Pour limiter les échangeurs thermiques.
La soudure au plasma automatisée par robots s’intègre facilement sans difficulté. La répétabilité est excellente. De ce fait, la production en série devient plus rentable. Chaque pièce sort parfaite à tous les coups.
6. La Technique du Soudage en Trou de Serrure (Key hole)
Principe du Key hole en Soudure au Plasma
Approfondissons maintenant cette technique fascinante. Le trou de serrure est typique de la soudure au plasma. Le jet de plasma perce complètement la pièce. Il maintient ce trou ouvert pendant l’avancée.
Visualisez la scène. À l’avant, le plasma perce le métal. Sur les côtés, le bain de fusion se forme. À l’arrière, le métal se solidifie immédiatement. C’est un processus continu et stable. Cette méthode permet des soudures en une passe. Même sur des épaisseurs importantes.
Contrôle du Bain de Fusion
Gérer le bain de fusion demande de l’expérience. Plusieurs facteurs entrent en jeu. D’abord, la taille du trou doit rester constante. Ensuite, la vitesse d’avance doit s’adapter. Enfin, les paramètres électriques doivent être justes.
La viscosité du métal fondu joue un rôle. Vous ne pouvez pas la changer directement. En revanche, vous contrôlez la taille du bain. Comment ? En ajustant l’intensité et le débit de gaz. De plus, la vitesse d’avance influence énormément le résultat. Trop lent ? Le bain devient instable. Trop rapide ? La pénétration est incomplète.
Paramètres Critiques à Surveiller

Plusieurs réglages sont essentiels en soudure au plasma. Mais l’intensité de soudage vient en premier. Elle détermine la puissance de l’arc. Ensuite, le débit de gaz plasma influence la pénétration. Trop peu ? Pas de trou. Trop ? Le bain est chassé.
La distance buse-pièce compte également beaucoup. Gardez-la constante et optimale. Généralement entre 3 et 8 mm. Par ailleurs, la préparation des bords doit être irréprochable. Un écart irrégulier cause des défauts. Enfin, la vitesse d’avance conditionne l’ensemble.
7. Soudure au Plasma : Positionnement et Polyvalence
Soudage en Toutes Positions
La soudure au plasma ne se limite pas au plat. Vous pouvez souder en montante, en descendante, au plafond. Cette polyvalence est précieuse sur chantier. Comment c’est possible ? Grâce à la pulsation du courant et du gaz.
Le mode pulsé contrôle mieux le bain. Il réduit la quantité de métal fondu. Ainsi, le bain ne coule pas par gravité. Cette technique s’appelle « effet machine à coudre ». Le plasma dépose le métal point par point. Même en position difficile, la soudure reste belle.
Soudage Orbital avec la Technologie Plasma
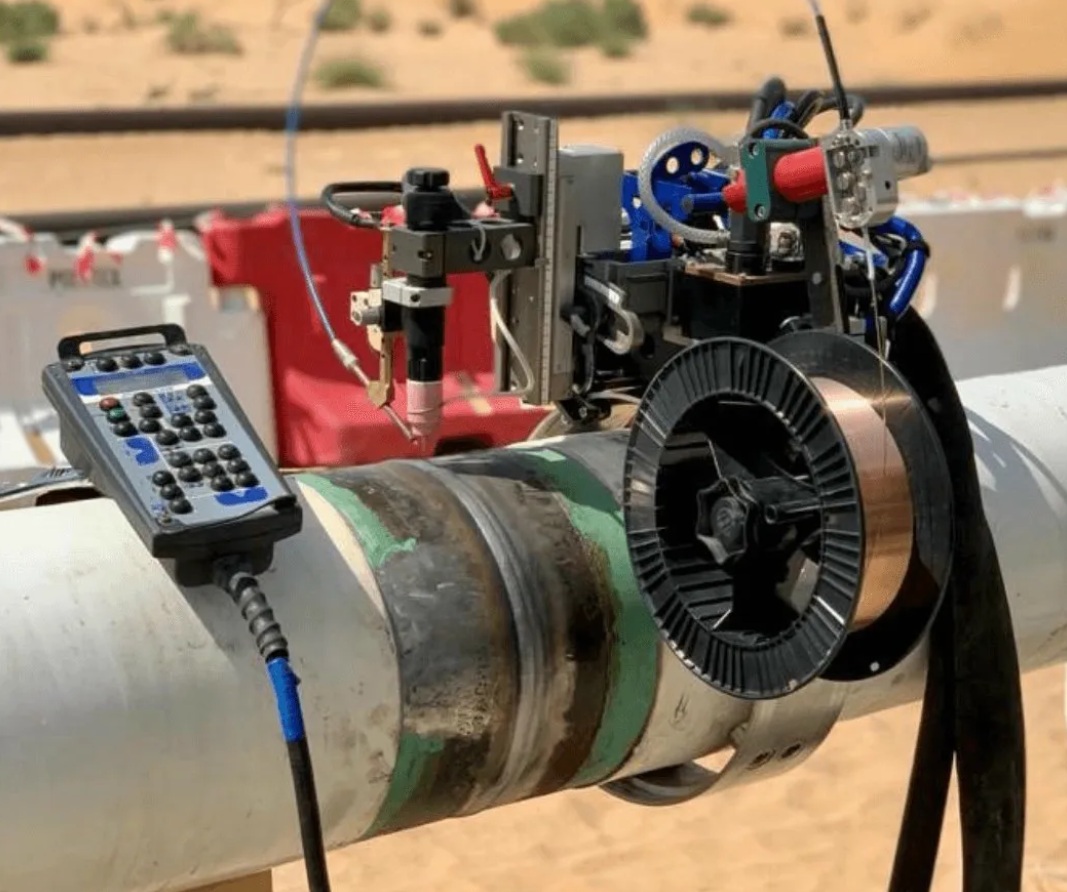
Le soudage orbital automatise les tuyauteries. La torche tourne autour de la pièce fixe. Ou bien la pièce tourne sous la torche. La soudure au plasma s’y adapte parfaitement. Les résultats sont exceptionnels.
Deux défis existent néanmoins. Premièrement, fermer le trou de serrure proprement. Deuxièmement, gérer la position 6 heures (en bas). À cet endroit, le risque de pénétration concave augmente. Heureusement, les systèmes modernes compensent automatiquement. Les paramètres s’ajustent selon la position angulaire.
8. Préparation des Pièces pour Soudure au Plasma
Géométrie des Bords
La préparation des bords influence directement la qualité. Pour les épaisseurs de 3 à 10 mm, un bord carré à 90° suffit. C’est l’un des grands atouts de la soudure au plasma. Vous gagnez énormément de temps.
Sur les épaisseurs supérieures, un chanfrein devient nécessaire. Vous pouvez choisir un V à 30°, 70° ou 90°. Cela dépend du nombre de passes prévu. Si vous combinez avec le fil chaud, un chanfrein étroit suffit. Moins de métal d’apport signifie moins de déformation.
Écartement et Alignement
L’écartement entre les pièces doit être régulier. En soudure au plasma en trou de serrure, tolérez maximum 0,5 mm. Un écart irrégulier crée des défauts. Le bain devient instable. La pénétration n’est plus complète.
L’alignement compte tout autant. Les pièces doivent être parfaitement dans le même plan. Sinon, la distance buse-pièce varie. L’arc devient instable. Utilisez donc des montages de serrage précis. Un bon bridage garantit le succès. Vérifiez toujours avant de démarrer.
9. Comprendre le Bain de Fusion en Soudure au Plasma
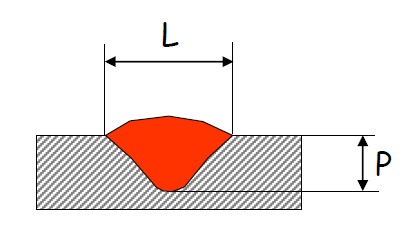
Forme Caractéristique en Sablier
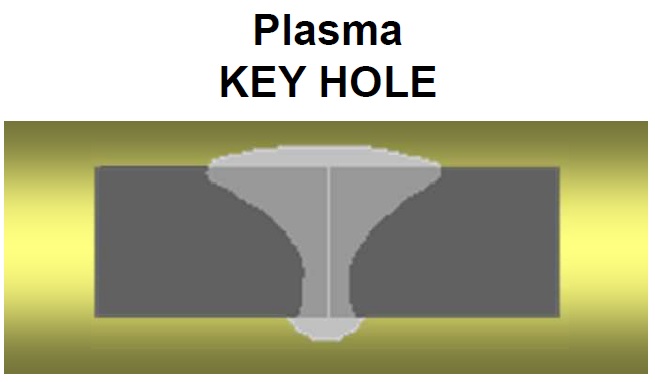
Le bain de fusion a une forme unique. Il ressemble à un sablier vu en coupe. En bas, la racine est très étroite. Au milieu, c’est le trou de serrure. En haut, le bain s’élargit considérablement.
Cette géométrie a des avantages. D’abord, la racine refroidit très vite. Elle se solidifie en premier. Ensuite, la partie haute reste liquide plus longtemps. Ce décalage stabilise naturellement le bain. En soudure au plasma, c’est ce qui permet de souder en position.
Solidification et Refroidissement
La solidification suit un schéma précis. Le bas du bain se solidifie rapidement. Pourquoi ? Parce que le volume de métal est faible. De plus, la masse froide environnante absorbe la chaleur. En haut, c’est différent. Le volume est plus important.
Ce gradient de température est bénéfique. Il crée une solidification progressive et contrôlée. Les contraintes internes restent faibles. Par conséquent, vous obtenez des soudures sans fissures. C’est crucial pour la soudure au plasma en trou de serrure.
10. Automatisation de la Soudure au Plasma
Tours de Soudage Automatiques
L’automatisation maximise les avantages du plasma. Les tours de soudage sont très répandus. La pièce tourne pendant que la torche reste fixe. Ou l’inverse. Cette configuration convient parfaitement aux tubes et réservoirs.
Ces machines intègrent plusieurs fonctions. D’abord, le contrôle précis de la vitesse. Ensuite, l’ajustement automatique des paramètres. De plus, le positionnement précis de la torche. Enfin, l’ajout synchronisé de fil d’apport. Tout est programmable. La soudure au plasma automatisée atteint des rendements impressionnants.
Machines sur Rails et Chariots

Pour les soudures longitudinales, les rails sont idéaux. Le chariot se déplace le long de la pièce. Il porte la torche et tous les équipements. Ces systèmes sont modulables et évolutifs. Vous les adaptez à chaque projet.
Ces machines permettent de faire des soudures horizontales et verticales. Elles gèrent aussi bien l’envers et l’endroit de la dite soudure. La soudure au plasma sur ces équipements garantit la répétabilité. Chaque soudure est strictement identique. C’est parfait pour la production en série.
11. Procédé avec Fil Chaud en Soudure au Plasma
Principe du Fil Préchauffé
Le fil d’apport chaud améliore encore la productivité. Le principe ? Préchauffer le fil d’apport électriquement. Ainsi, il fond plus facilement dans le bain. Vous augmentez le taux de dépôt de façon significative.
Cette technique combine parfaitement avec la soudure au plasma. La première passe pénètre complètement la pièce. Les passes suivantes remplissent le chanfrein. Avec le fil chaud, vous réduisez le nombre de passes. Sur les fortes épaisseurs, le gain de productivité est énorme.

Avantages en Production
Les bénéfices sont multiples.
- Moins de passes signifie moins de temps,
- Moins d’énergie thermique totale. Donc moins de déformation,
- Meilleure qualité métallurgique. Les cycles thermiques sont moins nombreux.
En production, ces avantages comptent vraiment. Vous livrez plus vite. Les pièces sont plus précises. Les coûts diminuent. La soudure au plasma avec fil chaud s’impose dans l’industrie lourde. Charpentes métalliques, chaudronnerie, construction navale l’adoptent massivement.
12. Comparaison Soudure au Plasma vs TIG
Performances Électriques
Comparons maintenant les deux procédés objectivement. À intensité égale, la tension d’arc diffère. En soudure au plasma, elle est deux fois supérieure. Pourquoi ? À cause de la distance électrode-pièce plus grande. Et du resserrement par la buse.
Cette tension plus élevée augmente la puissance. Rappelez-vous : Puissance = Tension × Intensité. Donc, pour le même ampérage, vous apportez plus d’énergie. Résultat ? Pénétration accrue et vitesse supérieure. C’est l’avantage fondamental du plasma sur le TIG.
Domaines d’Application Respectifs
Chaque procédé a ses forces. Le TIG excelle sur les pièces fines. Il offre un contrôle exceptionnel. La soudure au plasma brille sur les épaisseurs moyennes. Elle combine vitesse et qualité. Au-delà de 10 mm, d’autres procédés deviennent plus adaptés.
Le TIG convient aux petites séries et aux réparations. Il demande peu d’investissement. Le plasma nécessite plus d’équipement. Mais il est imbattable en production. L’automatisation est plus simple. Les cadences grimpent en flèche. Choisissez selon vos besoins réels.
13. Gaz Utilisés en Soudure au Plasma
Gaz Plasma Plasmagène (Central)
Deux gaz principaux fonctionnent au centre. L’argon est le plus courant. Il convient à tous les métaux. L’hydrogène s’ajoute parfois pour l’acier inoxydable. Il augmente la puissance de l’arc. Attention toutefois, il nécessite des précautions.
Le débit de gaz plasma influence directement la pénétration. Trop faible ? Pas de trou de serrure. Trop élevé ? Le bain est soufflé. Il faut trouver le bon équilibre. Généralement entre 1 et 3 litres par minute. Cela dépend de l’épaisseur et de l’intensité.
Gaz de Protection Annulaire
Le second gaz protège la soudure de l’oxydation. C’est généralement de l’argon pur. Sur l’aluminium, on utilise aussi de l’hélium. Son débit est plus important que le gaz Plasmagène. Comptez 10 à 20 litres par minute.
Cette protection annulaire est essentielle. Sans elle, la soudure au plasma s’oxyde rapidement. La qualité chute immédiatement. Surveillez toujours votre niveau de gaz. Une panne pendant le soudage ruinerait la pièce. Prévoyez des bouteilles de réserve.
14. Pulsation en Soudure au Plasma
Synchronisation Courant et Gaz

La pulsation est une technique avancée. Elle module le courant et le gaz simultanément. Pendant la phase haute, le plasma pénètre. Pendant la phase basse, le bain se solidifie partiellement. Cet « effet machine à coudre » contrôle parfaitement le processus.
Cette synchronisation permet le soudage hors position. Le bain ne coule plus par gravité. Vous maîtrisez parfaitement son volume. La soudure au plasma pulsée ouvre de nouvelles possibilités. Montante, descendante, plafond deviennent accessibles facilement.
Avantages pour le Hors Position
En position verticale ou au plafond, la gravité complique tout. Le métal fondu veut tomber. La pulsation combat ce phénomène efficacement. Pendant la pause, le métal commence à se solidifier. Il ne s’écoule plus.
Les paramètres de pulsation se règlent finement. Fréquence, durée, amplitude sont ajustables. Chaque matériau et épaisseur demande ses propres réglages. Avec l’expérience, vous trouvez rapidement les bons. La soudure au plasma pulsée devient alors très productive.
15. Entretien et Consommables de Soudure au Plasma
Électrodes en Tungstène

L’électrode en tungstène est un consommable clé. Plusieurs qualités existent selon les applications. Le tungstène thorié était courant autrefois. Aujourd’hui, le tungstène lantané ou cérium le remplace. Ces alternatives sont moins radioactives.
L’électrode ne nécessite pas de préparation spéciale. Contrairement au TIG, elle reste cachée dans la buse. Par contre, vérifiez régulièrement son état. Une électrode usée dégrade l’arc, ce qui conduit à une instabilité de celui ci, donc une soudure de moins bonne qualité. Remplacez-la dès que nécessaire. En soudure au plasma, elle dure très longtemps grâce à l’arc pilote.
Buses et Refroidissement
Les buses sont critiques pour la performance. Elles concentrent le plasma et le gaz de protection. Leur diamètre intérieur détermine le type de soudure. Une petite buse donne un arc concentré. Une grande permet plus de débit.
Le refroidissement à l’eau est obligatoire. Les buses atteignent des températures extrêmes. Sans refroidissement, elles fondraient rapidement. Vérifiez régulièrement le circuit d’eau. Surveillez le débit et la température. Un problème ici arrête immédiatement la production.
16. Défauts Courants et Solutions en Soudure au Plasma
Problèmes de Pénétration
Une pénétration incomplète est le défaut le plus fréquent. Plusieurs causes possibles. D’abord, l’intensité peut être trop faible. Ensuite, la vitesse trop élevée. Enfin, le débit de gaz plasma insuffisant.
Comment corriger ? Augmentez progressivement l’intensité. Ralentissez légèrement. Vérifiez le débit de gaz. En soudure au plasma en trou de serrure, vous devez voir le trou traverser. Sans cela, la pénétration n’est pas complète. Ajustez jusqu’à l’obtenir.
Irrégularités de Cordon
Un cordon irrégulier révèle souvent un problème de vitesse.
- Trop lent ? Le bain devient instable. Il oscille et crée des vagues de solidification.
- Trop rapide ? Le cordon est étroit et haut. La pénétration diminue.
- La préparation des bords influence aussi. Un écart variable crée des irrégularités.
- De même, un mauvais alignement perturbe l’arc.
En soudure au plasma, la régularité des paramètres est cruciale. Maintenez tout constant pour un résultat optimal.
Arcs Parasites
Les arcs parasites sont dangereux. Ils apparaissent entre l’arc principal et la buse. Ils endommagent la buse et dégradent la soudure. Pourquoi surviennent-ils ? Généralement par intensité excessive.
Chaque buse a une limite de courant. Ne la dépassez jamais. De plus, gardez la buse propre. Les projections peuvent créer des ponts. Remplacez une buse endommagée immédiatement. En soudure au plasma, protéger l’équipement garantit la qualité.
17. Formation et Apprentissage de la Soudure au Plasma
Compétences Requises
La soudure au plasma demande des compétences spécifiques. Si vous maîtrisez le TIG, vous avez une bonne base. Les principes sont similaires. Néanmoins, de nouvelles notions s’ajoutent. Le contrôle du trou de serrure notamment.
La formation initiale prend généralement quelques semaines. Vous apprenez d’abord les bases théoriques. Ensuite vient la pratique sur différentes épaisseurs. Puis l’apprentissage des positions variées. Enfin, le réglage des paramètres avancés. Avec de l’exercice, vous progressez rapidement.
Certification et Qualifications

Dans l’industrie, les certifications sont souvent exigées. Elles prouvent votre maîtrise du procédé. Plusieurs organismes délivrent ces qualifications. En Europe, c’est souvent selon la norme NF EN ISO 9606-1 Aux États-Unis, l’AWS propose ses certifications.
Les épreuves testent différentes configurations. Soudures bout à bout, en angle, sur tube. Dans plusieurs positions. Avec différentes épaisseurs. Réussir demande de l’entraînement. La soudure au plasma qualifiée ouvre de nombreuses portes professionnelles.
18. Sécurité en Soudure au Plasma
Protection Individuelle

La sécurité passe avant tout. Le soudage plasma génère beaucoup de chaleur. Les UV sont aussi très intenses. Portez toujours un casque avec bon filtre. Minimum teinte 11, idéalement 12 ou 13.
Des gants en cuir épais sont indispensables. Ils protègent des brûlures et projections. Un tablier en cuir complète l’équipement. Portez des vêtements en coton, jamais de synthétique. Celui-ci fond sous les projections. Des chaussures de sécurité montantes protègent les pieds.
Ventilation et Fumées
Les fumées de soudage contiennent des particules nocives. En soudure au plasma, la quantité est importante. Une ventilation efficace est obligatoire. Soit par aspiration à la source, soit par ventilation générale.
Sur l’acier inoxydable, attention au chrome hexavalent. C’est très toxique. Une aspiration localisée devient impérative. Ne négligez jamais cet aspect. Votre santé en dépend. Même avec ventilation, portez un masque si nécessaire.
19. Maintenance des Équipements de Soudure au Plasma
Entretien Quotidien

Un entretien régulier prolonge la durée de vie. Chaque jour, nettoyez la torche. Enlevez les projections avec une brosse. Vérifiez le serrage de l’électrode. Inspectez visuellement la buse.
Contrôlez le niveau d’eau de refroidissement. Vérifiez l’absence de fuites. Testez le débit de gaz avant de commencer. Ces gestes simples évitent bien des problèmes. En soudure au plasma, la fiabilité de l’équipement garantit la productivité.
Maintenance Préventive
Planifiez des interventions régulières plus poussées. Mensellement, démontez et nettoyez complètement la torche. Changez les joints d’étanchéité si nécessaire. Vérifiez l’état des câbles électriques et conduites.
Annuellement, faites réviser le générateur. Un technicien qualifié contrôle les composants électroniques. Il vérifie les calibrages et performances. Cette maintenance préventive coûte moins cher que les pannes. Votre machine de soudage au plasma reste performante des années.
Conclusion : La Soudure au Plasma, un Investissement Rentable
Nous avons fait le tour complet de cette technologie. La soudure au plasma offre de nombreux avantages. D’abord, une productivité nettement supérieure au TIG. Ensuite, une qualité de soudure exceptionnelle. De plus, des économies sur la préparation des pièces. Enfin, une grande polyvalence d’application.
Certes, l’investissement initial est important. L’équipement coûte plus cher qu’un poste TIG. La formation des opérateurs demande du temps. Néanmoins, le retour sur investissement arrive rapidement. Surtout en production automatisée. Les économies de temps compensent largement.
Cette technique s’est imposée dans de nombreux secteurs. Construction de réservoirs, tuyauterie, aéronautique l’utilisent quotidiennement. Elle continuera de se développer dans les années à venir. Les améliorations technologiques la rendent toujours plus accessible. Aujourd’hui, même les petites entreprises peuvent en bénéficier.
Si vous cherchez à moderniser votre atelier, pensez-y. La soudure au plasma pourrait transformer votre façon de travailler. Vous gagnerez en vitesse sans sacrifier la qualité. Vos clients apprécieront les délais raccourcis. Et vous, vous découvrirez un procédé passionnant. N’hésitez pas à vous former et essayer !
FAQ SEO : Questions Fréquentes sur la Soudure au Plasma

Qu’est-ce que la soudure au plasma exactement ?
La soudure au plasma est une évolution du procédé TIG. Elle utilise un arc électrique concentré qui traverse une buse refroidie. Le gaz plasma est forcé à travers cette buse étroite. Cela crée un jet très puissant et focalisé. Cette concentration permet de souder plus vite et plus profond. On peut travailler des épaisseurs de 3 à 10 mm sans chanfrein.
Quelle est la différence entre plasma et TIG ?
Les deux procédés utilisent une électrode en tungstène. Cependant, la soudure au plasma concentre l’arc davantage. La buse rétrécie augmente la densité d’énergie. La tension d’arc est deux fois supérieure à intensité égale. Résultat ? Vitesse et pénétration augmentent considérablement. Le TIG reste meilleur sur les pièces très fines.
Quels métaux peut-on souder au plasma ?
La soudure au plasma fonctionne sur la plupart des métaux. L’acier au carbone se soude parfaitement. L’acier inoxydable donne d’excellents résultats. L’aluminium nécessite une torche adaptée au courant alternatif. Les alliages de nickel et de titane sont également compatibles. Chaque matériau demande ses paramètres spécifiques.
Jusqu’à quelle épaisseur peut-on souder ?
L’épaisseur maximale dépend du matériau et de la configuration. Sur acier, on atteint facilement 10 mm en une passe. Sur aluminium, c’est plutôt 5 mm maximum. Au-delà, il faut combiner plusieurs passes. Ou utiliser le procédé avec fil chaud. La soudure au plasma excelle entre 3 et 10 mm.
Le soudage plasma est-il difficile à apprendre ?
Si vous connaissez déjà le TIG, la transition est facile. Les principes de base sont similaires. Néanmoins, maîtriser le trou de serrure demande de la pratique. Compter quelques semaines de formation initiale. Ensuite, l’expérience affine votre technique. La soudure au plasma devient rapidement naturelle avec de l’entraînement.
Combien coûte un équipement de soudure au plasma ?
Le prix varie selon les fonctionnalités. Un poste manuel de base coûte entre 5000 et 15000 euros. Un système automatisé complet dépasse facilement 50 000 euros. Ajoutez les consommables et la formation. Malgré l’investissement, la rentabilité arrive vite. La productivité accrue compense les coûts initiaux.
Quels sont les principaux avantages du plasma ?
La vitesse de soudage est nettement supérieure. La qualité reste excellente malgré la rapidité. La préparation des bords est simplifiée. Les déformations sont minimales. L’automatisation s’intègre facilement. La soudure au plasma combine tous ces atouts. C’est pourquoi l’industrie l’adopte massivement.
Peut-on souder en toutes positions ?
Oui, c’est possible avec la pulsation du courant. Le mode pulsé contrôle mieux le bain de fusion. Vous pouvez souder en montante, descendante, au plafond. La synchronisation courant-gaz stabilise le bain. Même hors position, la soudure au plasma produit des joints de qualité.
Quels secteurs utilisent la soudure au plasma ?
De nombreuses industries l’ont adoptée. La construction de réservoirs et tuyauterie principalement. L’industrie aéronautique et spatiale pour les petites pièces. Le secteur électroménager en production automatisée. La chaudronnerie et la construction navale également. Partout où vitesse et qualité comptent.
Faut-il une certification pour souder au plasma ?
Dans l’industrie, oui généralement. Les certifications prouvent votre compétence. En Europe, suivre la norme NF EN ISO 9606-1. Aux États-Unis, l’AWS propose ses qualifications. Les épreuves testent différentes configurations. Réussir ouvre des opportunités professionnelles intéressantes.


