Podcast: Play in new window | Download (Duration: 0:19 — 4.8MB)
S'inscrire à mon podcast via une plateforme : Apple Podcasts | Spotify | Deezer | RSS
Introduction
Le soudage à l’arc submergé (AS) aussi appelé soudage à l’ultimate, « soudage sous flux en poudre », « soudage sous flux éléctroconducteur », ou Submerged Arc Welding (SAW) dans les pays anglo-saxons. Ce procédé permet de souder de fortes épaisseurs de matériaux en une seule passe. Ce procédé permet aussi de faire du rechargement de pièce. Sa désignation normalisée selon la NF EN ISO 4063-2011 est le numéro « 12 ». Nous allons voir dans cet article les différentes possibilités de souder à l’ultimate, ainsi que ses avantages et ses inconvénients.

1. Le principe de fonctionnement du soudage à l’arc submergé
Ce procédé est un dérivé et une avancée de l’électrode enrobée, avec ce procédé de « soudage à l’arc submergé » l’âme et l’enrobage sont séparés, d’un côté nous avons le fil fusible qui correspond à l’âme de l’électrode et de l’autre côté nous avons le flux qui correspond à l’enrobage de l’électrode.
Pour plus d’informations sur les électrodes enrobée, voir l’article en cliquant sur le lien suivant : https://blog-les-experts-en-soudage.com/electrode-enrobee/
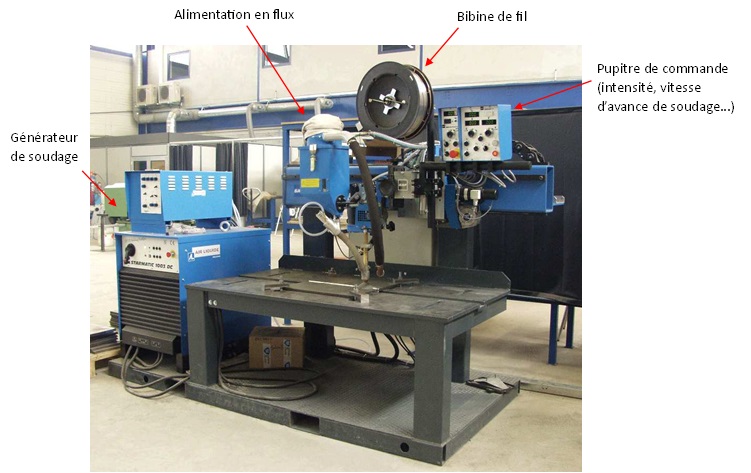
Le soudage à L’ultimate est un procédé automatique muni :
- D’un générateur de soudage
- D’une potence qui permet de gérer l’avancement du soudage sur 2 axes (X et Y)
- D’une bobine de fil
- D’une réserve de flux
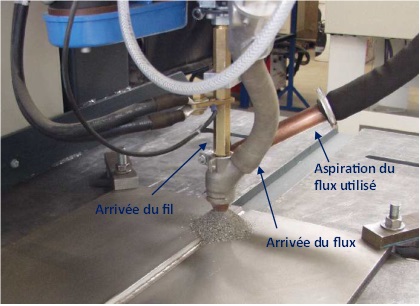
Une fois le soudage en cours, le fil est plongé verticalement dans le flux, il rentre en contact avec la pièce à souder, un arc se crée, ce qui permet d’avoir un bain en fusion protégé par le flux qui vient recouvrir le bain tout au long de l’avancement du soudage. Un laitier se forme sur la soudure permettant de protéger la soudure de l’oxygène de l’air.
1.1 Une vidéo du soudage à l’arc submergé
2. Les dérivés du procédé du soudage à l’arc submergé
- Numéro 121: soudage à l’arc submergé avec 1 seul fil
- Numéro 122: soudage à l’arc submergé avec feuillard
- Numéro 124: soudage à l’arc submergé en poudre métallique
- Numéro 125: soudage à l’arc submergé avec 1 fil fourré
- Numéro 126: soudage à l’arc submergé avec feuillard fourré

2.1 La soudabilité des matériaux
L’une des forces majeures du « soudage à l’arc submergé« réside dans sa capacité à s’adapter à une gamme variée de matériaux. Des aciers non et faiblement alliés aux aciers inoxydables, en passant par les aciers au nickel.
Matériaux
- Aciers non et faiblement alliés
- Aciers inoxydables
- Aciers au nickel (9% de Ni pour des utilisations cryogéniques)
- Base Ni (rechargement anti-corrosion)
Positions de soudage
Ses possibilités s’étendent également à différentes positions de soudage, offrant flexibilité et polyvalence aux opérations industrielles.
- PA
- PB
- PC (besoin d’un support)
- PF (outillage spécifique)
2.2 Les consommables (Fil et Flux)
2.2.1 Les fils et les feuillards de rechargement
Les composants clés du « soudage à l’arc submergé« , tels que les fils et les feuillards de rechargement, jouent un rôle crucial dans la qualité et la résistance des soudures. Ces éléments, associés au flux, ne se limitent pas à un simple rôle d’apport de matière, mais contribuent également à la conductivité électrique, à la stabilité de l’arc et à la protection contre l’oxydation, garantissant ainsi des soudures de qualité supérieure. Lincoln Electrique et d’autres fabricant vendent des produits de consommable « Fils et flux arc submergé | Lincoln Electric« .
- Les fils utilisés sont soit en acier faiblement allié ou fortement allié.
- Les aciéristes fournissent des bobines de fil de diamètre de 6.8mm. Le fil est nettoyé, tréfilé pour être ramené au diamètre désiré, puis il est cuivré pour une meilleure conductibilité électrique et pour éviter la corrosion. Seuls les aciers inoxydables ne sont pas cuivrés.
- Les diamètres classiquement utilisés sont 3.2 et 4 mm en monofil. (1 fil). En bifils les diamètres utilisés sont de 1.2 et 1.6 mm.
- Les diamètres de fils disponibles sont en général : 1.2 – 1.6 – 2 – 2.4 – 3.2 – 4 – 4.8 – 6.3 mm.
- Les fils fourrés sont utilisés pour augmenter la productivité par la cadence de soudage et l’augmentation du taux de dépôt. On les retrouve principalement dans les applications de rechargement.
- Les feuillards qui sont des bandes de tôles, sont également utilisés en rechargement. Elle mesure en général 0.5 mm d’épaisseur et de 60 ou 90 mm de largeur.
- La composition chimique de la soudure est ajustée à l’aide du flux, car contrairement à ce que l’on pourrait croire ce n’est pas le fil, l’âme, ou le feuillard qui fait toute la résistance et la composition chimique de la soudure, c’est principalement le couple fil / flux, ou le couple âme / enrobage
2.2.2 Le flux a plusieurs rôles
Electrique :
- Le flux devient électroconducteur à l’état liquide, iI permet d’assurer la stabilité de l’arc
Chimique ou métallurgique :
- Il nettoie le bain en fusion de ses impuretés, comme le soufre et le phosphore, et apporte certains éléments d’addition comme le chrome, le molybdène, le nickel
Thermique :
- Le flux et le laitier formé permettent de limiter la vitesse de refroidissement et le risque de fissuration à froid
Mécanique :
- Le flux permet de maintenir le bain de fusion, plus ou moins efficacement lorsqu’il est à l’état liquide et en cours de solidification
- La quantité de flux influence la forme du cordon. Trop de flux écrase le cordon, pas assez de flux pose des problèmes de stabilité et de protection du bain en fusion
- Protège le bain de fusion de l’oxydation
- Protège l’opérateur des rayonnements lumineux et des projections

3. Les avantages et les inconvenant du soudage à l’arc submergé
3.1 Les avantages
L’une des principales forces du soudage à l’arc submergé réside dans sa capacité à produire des soudures de grande qualité avec une vitesse de soudage élevée. Cela permet d’augmenter l’efficacité opérationnelle et la productivité, réduisant ainsi les coûts de main-d’œuvre. De plus, sa facilité d’automatisation en fait une option prisée pour les opérations à grande échelle, garantissant une constance dans la qualité des soudures.
- Taux de dépôt élevé (2,5 à 12kg/h en mono fil)
- Facteur de marche élevé
- Vitesse d’avance élevée
- Un confort pour l’opérateur (pas d’arc visible, pas de projection, peu de fumées)
- Une forte pénétration
- De bonnes caractéristique mécanique
- Un bonnes compacité (soudure sans défaut)
3.2 Les inconvénients
Cependant, malgré ses nombreux avantages, le soudage à l’arc submergé présente quelques inconvénients. La nécessité d’une préparation méticuleuse des joints de soudure, ainsi que la sensibilité aux conditions environnementales, peut poser des défis lors de son utilisation. De plus, les coûts associés aux équipements de soudage et à la maintenance peuvent représenter un investissement initial important pour certaines entreprises.
- Problèmes de tenue de flux pour le soudage en positions
- Récupération et recyclage du flux
- Suppression du laitier
- Installations automatiques (potence, chariot, banc, …)
- Le suivi de joint
- L’investissement
- Ce qui demande une préparation de joint soigne
Conclusion
« En résumé, le soudage à l’arc submergé sous flux de poudre, également connu sous le nom de soudage à l’ultimate, représente une méthode robuste et avancée pour souder de fortes épaisseurs de matériaux en une seule passe. Sa polyvalence avec une variété de matériaux et de positions de soudage offre une flexibilité précieuse dans les opérations industrielles. En utilisant des composants clés tels que les fils et les feuillards de rechargement associés au flux, ce procédé assure des soudures de qualité supérieure. Malgré ses avantages indéniables, le soudage à l’ultimate présente également des défis, notamment la gestion du flux en position et la nécessité d’installations automatisées pour une efficacité optimale. Cependant, avec une préparation de joint minutieuse et une attention appropriée aux détails, ce procédé offre des performances fiables et une qualité remarquable dans le domaine du soudage industriel. »